Introduction
If your “incoming inspection” for Inconel is a fridge magnet, you’re already in trouble.
Not because magnets are useless (they’re not). But because nickel alloys love to embarrass people who expect a clean, yes/no answer—especially folks who grew up on “400-series sticks, 300-series doesn’t.”
And magnetism does matter. In aerospace sensors, instrumentation tubing next to solenoids, certain medical equipment, even some energy applications—stray magnetic response can mean noise, drift, or parts that just don’t behave the way the drawing assumed.
A lot of the confusion comes from lumping Inconel into the same mental bucket as stainless. Austenitic stainless (think 304/316) is “non-magnetic”… until it’s cold worked, straightened, machined, or cast—then it can start pulling on a magnet in spots. Nickel alloys can show a similar kind of “wait, why is this edge sticky?” moment, just usually weaker and more condition-dependent.
Understanding the Magnetic Behavior of Inconel
Basic Magnetism in Metal Alloys
Magnetism isn’t a vibe. It’s structure.
Metals respond to magnetic fields based on what phases they contain (austenite, ferrite, martensite, and friends), how those phases formed, and what happened to the material after it left the mill—rolling, drawing, straightening, welding, heat treat, the whole messy life story.
Difference between ferromagnetic and non-magnetic materials
Ferromagnetic materials (classic carbon steel) grab a magnet hard because their domains line up easily; their relative magnetic permeability can be hundreds or more. Austenitic materials sit near 1.0 (close to “free space”), so a hand magnet usually feels like nothing—or a faint tug that’s easy to overinterpret.
And for spec work, “non-magnetic” typically means “low relative permeability,” not “magnet does absolutely nothing.” That’s why serious buyers talk in µr limits and test methods, not magnet folklore.
Role of iron, nickel, and crystal structure
Here’s the thing: people fixate on chemistry (“it has nickel, so it’s non-magnetic”), then get blindsided by metallurgy.
Crystal structure matters. Face-centered cubic (FCC) austenitic structures tend to show low permeability. Body-centered phases (ferrite/martensite) are where magnetism shows up aggressively. And the same alloy can move around on that map depending on processing.
How alloying elements affect magnetic response
Alloying elements can stabilize phases (keeping you in low-µ territory) or make it easier for tiny amounts of magnetic phases to appear.
Even in stainless, higher nickel content reduces how much cold work spikes permeability—because it stabilizes austenite and resists martensite formation. That basic idea (stability beats surprises) is a good mental model when you’re choosing nickel alloys for magnetic-sensitive assemblies.
Why Inconel Is Generally Considered Non-Magnetic
Most Inconel-family alloys are treated and supplied in forms where their magnetic permeability stays close to 1.0—so “non-magnetic” is a fair shop-floor shorthand.
But it’s shorthand. Datasheets often publish permeability at a stated field strength (example: 200 Oersteds), because weakly magnetic materials don’t behave like carbon steel; measurement conditions matter, and different test methods won’t always match perfectly.
High nickel content and its influence on magnetism
High nickel content is part of the recipe, sure. But the real win is what that chemistry does to structure and phase balance.
In practice, high-nickel alloys are chosen when you need corrosion resistance, high-temp strength, and predictable behavior near electromagnetic hardware—without the dramatic “magnet grabs it from across the room” problem you get with ferromagnetic steels.
Austenitic structure at room temperature
Many nickel-based alloys sit in an austenitic (FCC) matrix at room temperature, which is why they’re usually low-permeability in common supply conditions. That’s also why they’re so often paired with instrumentation, control systems, and high-performance rotating equipment—places where you don’t want magnetic weirdness piled on top of thermal and corrosion problems.
Situations Where Slight Magnetism May Appear
This is where the “but my magnet sticks” stories come from.
Cold working and mechanical deformation
Cold work changes microstructure and can raise permeability. Stainless steels are the famous example: cold work can induce martensite, and martensite is ferromagnetic—so edges, bends, and heavily worked zones get that localized pull.
Nickel alloys don’t always follow the exact same transformation path as 304, but the buyer takeaway is the same: forming history matters. If you need low µ, you don’t just buy a grade—you control condition, reduction, and post-processing.
Changes in grain structure
Grain size, residual stresses, and phase distribution can all nudge magnetic response. This is why two “Inconel 718” parts from two different routes can behave slightly differently even when the chemistry lines up.
Annoying? Yes. Real? Also yes.
Heat treatment and service temperature effects
Heat treatment can shift phase balance and relieve (or lock in) the effects of cold work. In stainless, full solution anneal can reverse cold-work magnetism by restoring austenite. The general principle carries: if you’re chasing low permeability, you pay attention to the final thermal step, not just the alloy callout.
Is Inconel 718 Magnetic?
Chemical Composition of Inconel 718
Inconel 718 (UNS N07718) is built for strength and high-temperature performance, not magnetic control.
Typical chemistry ranges put it around 50–55% Ni (plus Co), 17–21% Cr, iron as balance, with Nb+Ta ~4.75–5.50% and Mo ~2.8–3.3%, plus smaller Al and Ti for precipitation strengthening.
That blend is why 718 shows up in turbine hardware, fasteners, and high-stress components: it’s an age-hardenable nickel alloy with serious mechanical performance and good corrosion resistance.
Magnetic Response in Practical Use
Most of the time, 718 is “basically non-magnetic” in the way engineers mean it—low relative permeability, weak response to a hand magnet.
One published data set (at H = 200 Oersteds) lists magnetic permeability for 718 as ~1.013 (annealed) and ~1.011 (annealed and aged). That’s very close to 1.0, and nowhere near ferromagnetic steel behavior.
But “very close” is still not “identical.” If your spec says µr ≤ 1.005, a 1.013 number is a fail on paper, even if the part “feels non-magnetic” in your hand. That’s why permeability limits must be paired with the test method and field strength—ASTM A342/A342M exists for exactly this weakly-magnetic range.
And yes, cold work can shift things. Think straightened bar, cold drawn tube, aggressively formed brackets—those are the places you see the “why does this corner tug?” complaint. If you need low µ, you control the final condition and verify it, period.
Comparison with Other Inconel Grades
If magnetism sensitivity is high, grade choice can make your life easier.
For example, published permeability for Inconel 625 at H = 200 Oersteds is listed as ~1.0006 (annealed)—closer to 1.0 than the 718 figures above. 625 is also widely described with permeability limits around <1.001 by some suppliers.
So the blunt procurement reality is this:
- If you need maximum strength / age hardening, you often end up in 718 territory.
- If you need lower permeability with strong corrosion performance, 625 may be the calmer pick—assuming it meets the mechanical needs.
Why Magnetism Matters in Industrial Applications
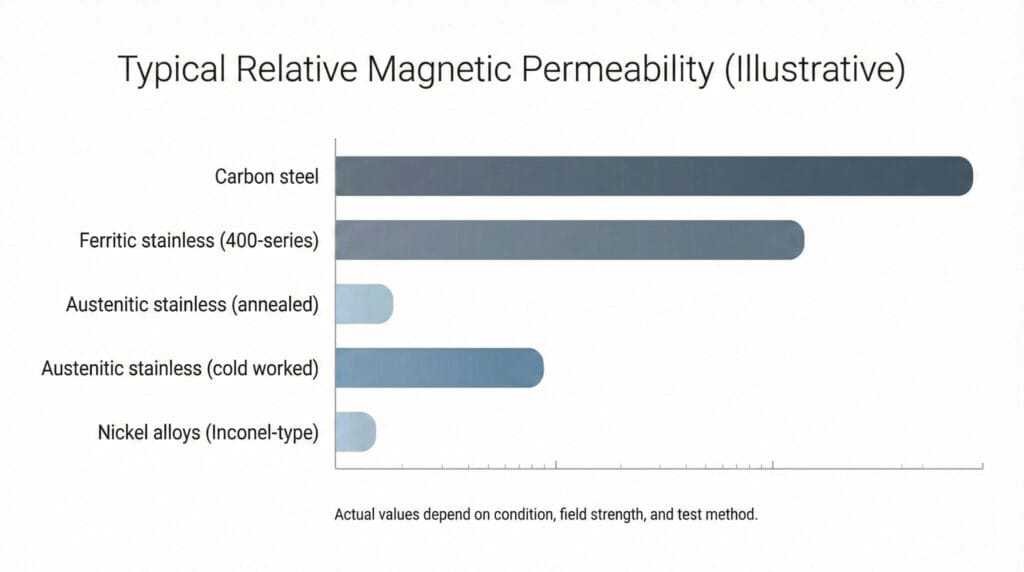
Typical permeability ranges (illustrative): the gap between carbon steel and nickel alloys is massive—testing just confirms how close to 1.0 you really are.
Industries Sensitive to Magnetic Interference
Aerospace is the obvious one—sensors, actuators, engine environments where you already have heat, vibration, and electromagnetic fields in a fistfight.
Electronics and precision instrumentation are worse. Tiny shifts in permeability can distort fields, add noise, or mess with calibration. And in medical equipment, low magnetic response isn’t a “nice to have”; it’s sometimes a basic design constraint.
Design and Material Selection Considerations
When a drawing says “low magnetic permeability,” treat it like a functional requirement, not a polite suggestion.
That means specifying:
- maximum relative permeability (µr)
- the field strength where it’s measured
- the material condition (solution treated, aged, cold worked %)
- the product form (sheet vs bar vs tube—processing history differs)
And yes, engineers and purchasing need to talk. Early. Otherwise purchasing buys “718” and engineering wanted “718, solution treated, no cold straightening, µr tested.” Those are not the same thing.
Testing and Verification Methods
Hand magnet checks are for quick sorting, not for acceptance.
If permeability matters, use an actual method intended for weakly magnetic materials (ASTM A342/A342M is commonly referenced for this range) and document the conditions of the test. Different methods can produce different results, which is why specs need to name the method.
Sourcing Low-Magnetic Inconel Materials for B2B Projects
Importance of Supplier Control and Processing
Low-magnetic buying is mostly about controlling the boring stuff.
Rolling reductions. Cold drawing. Straightening. Heat treat lot control. If a supplier can’t tell you what happened after the last anneal, you’re guessing—and guessing is how you end up arguing with a customer’s gaussmeter at 4:45 PM on a Friday.
You want consistency: same route, same condition, same paperwork, same result.
Vistaglobalmetal’s Nickel Alloy Supply Capabilities
Vista Global Metals positions itself as a reliable nickel alloy bar supplier and long-term B2B partner across common nickel alloy forms—bars, pipes/tubes, sheets/plates, coils, and wire—so buyers can keep forms aligned under one vendor instead of juggling five.
Two useful internal starting points (because hunting through menus is a waste of life):
- Nickel alloy pipes/tubes category
- Inconel sheet & plate product page (covers 600/601/625/690/718/X-750)

And if the job is bar-heavy (shafts, fasteners, machined parts), the nickel alloy bars category is here.
On the documentation side, Vista’s 718 pipe/tube listing calls out EN 10204 3.1 Mill Test Certificate as part of QC/inspection—exactly the sort of baseline paperwork B2B buyers expect before anyone starts talking about extra permeability testing.
Reducing Risk in Magnetic-Sensitive Applications
If magnetism is a real requirement, don’t be shy—put it in writing early.
A practical PO note looks like:
- “Material: UNS N07718. Condition: solution treated / aged (state exact).”
- “Max relative permeability µr = at H = , test per ASTM A342/A342M (state method).”
- “Report permeability results per heat/lot on cert pack.”
Then you’re not debating feelings. You’re checking numbers.
And if the part will be heavily formed after purchase? Say that too. Sometimes the right move is buying in a condition that allows fabrication, then doing a final heat treatment and verification after forming—because the last processing step is the one that usually decides whether your µ stays quiet.
Conclusion
Inconel is usually treated as non-magnetic because, in common supply conditions, its permeability sits close to 1.0—not because it’s magically immune to processing history.
Inconel 718 specifically is typically low-permeability in annealed and aged conditions, but it can show weak magnetism depending on cold work, form, and the exact acceptance criteria.
If your project actually cares about magnetism, buy like you mean it: specify µ limits, specify test conditions, and work with suppliers who can hold the route steady and back it with documentation.
FAQ
Is Inconel magnetic under normal conditions?
Usually it shows a very weak response (low µ), so it’s commonly treated as “non-magnetic” in shops.
Is Inconel 718 magnetic after heat treatment?
Published data at 200 Oe shows 718 stays near 1.01 after anneal + age—still weak, not steel-like.
Why is Inconel considered non-magnetic compared to carbon steel?
Carbon steel permeability can be hundreds; austenitic nickel alloys sit near 1.0, so they don’t concentrate fields much.
Can cold working make Inconel magnetic?
Cold work can raise permeability in “non-magnetic” alloys; that’s why final condition and verification matter when µ is specified.
How does nickel content affect magnetism in Inconel alloys?
Higher nickel content helps stabilize low-permeability austenitic structures and reduces how much cold work tends to increase magnetic response.